
What Closed-Loop Automation Demands from Inline Sensors

.webp)

.svg)
The Future of Process Manufacturing Is Real-Time Optimization — But Only If We Build for Real Plants
We’ve been working towards the goal of helping our customers save time, water, and chemicals since Day 1. Our sensors are a critical piece of how we achieve our mission.
Our sensors capture spectral fingerprints that deliver the data our models need to turn clean-in-place (CIP), product changeovers, and batch production from worst-case guesswork into the perfect cycle every time.
Since we started, we have deployed our sensors in food and beverage factories across the globe, working in a variety of physical locations, and monitoring 1000s of different cleaning and changeover recipes.
We know how vibration spikes show up in the field: a valve opens, water rushes, a pump induces turbulence, and suddenly there’s an event that can impair performance in less-rugged devices.
Sensor reliability is non-negotiable for our customers (and ourselves). So, we partnered with Sparx Engineering in Houston to run HALT testing (Highly Accelerated Life Testing) on our next-generation spectral sensor design before deploying them in the real-world.
Here's what we learned about our sensor reliability in extreme conditions.
What is HALT Testing?
HALT testing pushes a product past normal operating conditions to find weaknesses early. Testing looks for failure modes — the specific ways something breaks under stress.
For inline spectral sensors going into food and beverage plants, that means:
- Vibration: Pumps, valves, and flow changes create mechanical shock
- Temperature cycling: Cold product followed by hot cleaning chemicals, repeated hundreds of times
- Combined stress: Both happening together, which is closer to real factory conditions
The goal is simple: find problems in the lab, not in a customer's facility during a production run.

Why HALT Matters for Inline Spectral Sensors
Most sensors on the market work fine in a lab. Clean conditions. Steady temperature. No vibration.
Anyone who's been on a factory floor knows the conditions there are vastly different.
A sensor mounted near a pump outlet gets hit with vibration spikes every time the pump starts up. A sensor in a clean-in-place loop can see temperature swings from 40°F product to 180°F caustic wash, sometimes multiple times per hour.
If the sensor reboots during a cleaning cycle, a customer loses that data and optimization window. The system falls back to PLC presets and timer-based cleaning — which means running on guesswork again. No optimization. No time, water, or chemical savings.
Sensor uptime directly affects whether our customers get value from our closed-loop optimization.
Learn more about Laminar’s Spectral Sensors
How We Tested Our Ruggedized Spectral Sensor
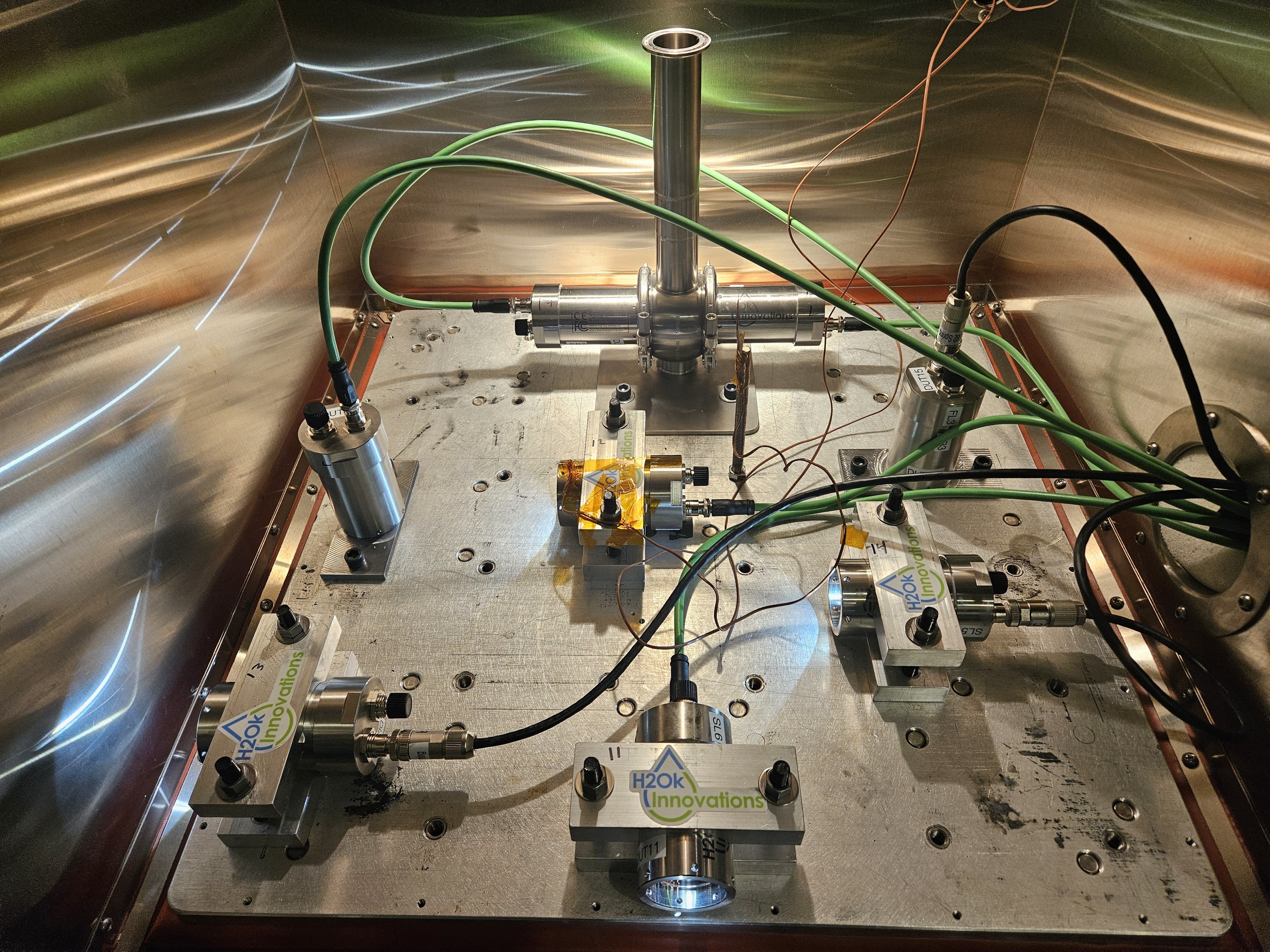
We built prototype units exactly how we'd have them manufactured and deployed in a factory — same housing, connectors, and internal electronics.
Then we bolted them into Sparx's HALT chamber and started testing different conditions.
Sparx had a dedicated engineer working with us through the entireity of our HALT testing. That hands-on approach helped us learn and troubleshoot in real time and better understand our testing data.
Vibration Testing
We applied vibration at levels from 5G up to 35G, watching for performance changes at each level.
What we found: Stable performance up to about 15G with no significant interruption.
To put that in perspective: if a customer's pipe is shaking anywhere near 15G, the sensor is not going to be their biggest problem. Something is about to explode.
The design improvements we made on our next generation of sensors — stronger connectors, more robust internal mounting — held up under these tough conditions, improving even further on the reliability of our previous generation of sensors.
Thermal Cycling
While the vibration testing was underway, we also simulated cold product flowing through a customer’s pipes, then hot cleaning chemicals, then cold again. The specific “ramp up, ramp down, repeat” sequence we simulated exceeded our customer’s harshest requirements.
What we found: Components behaved exactly as their datasheets predicted. Everything shut down around 80°C (the rated limit for the electronics inside), then recovered fully once cooled.
No weird thermal surprises or unexpected failures. That's what you want from a design validation test.
The Practical Takeaway: Mounting Flexibility
One of the most useful outcomes from this testing was gaining a better understanding of our expected sensor performance in everyday installation conditions. Lessons learned here will also help inform smart design decisions in our future product development.
We tell customers to mount sensors away from pumps and turbulent zones when possible. That's still good advice, but ideal installation conditions aren’t always available and accessible in real plants.
Vibration issues are seldom caused purely by what’s in the pipe but are more closely related to where the sensors are installed in relation to other equipment, like pumps, valves, or bends.
With better vibration resistance, we've expanded where these ruggedized sensors can realistically live:
- Closer to pumps and valves
- In easier-to-access locations
- In facilities where the "ideal" mounting spot is difficult to access or doesn't exist
More mounting flexibility means faster installs and fewer compromises.
Learn more about Laminar Sensors EN 61326-1:2013 Certification
Three Questions to Ask Any Sensor Vendor
If you're evaluating inline sensors for process automation, put these questions on the table:
#1 What happens during vibration spikes?
Not just average vibration: spikes. Real plants aren't always at a steady-state. Ask how the system behaves when pumps start, valves actuate, or flow regimes change suddenly.
#2 What does the process do if the sensor goes offline?
Does it revert to timers? Does it alarm? Is there graceful degradation, or does everything drift back to inefficiency without anyone noticing?
#3 Can the sensor really handle real-world conditions?
If the only mounting spot is near turbulence, will performance hold? Or, will you spend months optimizing placement — a polite phrase for moving it around until it stops failing.
How we'd answer these based on our HALT results:
Our sensors held steady up to 15G with no signal interruption — that covers pump starts, valve actuation, and flow changes with margin to spare. If a sensor does go offline, the system logs it and reverts to PLC settings and timer-based operation, and our sensor recovers as soon as it can. And after this testing, we're even more confident about installing closer to pumps and turbulent zones without performance tradeoffs.
What's Next for Laminar Sensors?
The future we're building is one where manufacturers don't have to choose between safety margins and efficiency. Real-time, inline monitoring lets you validate conditions continuously — not guess based on a timer someone programmed a decade ago.
But that only works if the sensors actually show up to work every day. Pumps, valves, and other equipment shake pipes where instrumentation is installed every day. Our job is to make sure our sensors handle it.
Ready to see how ruggedized spectral sensors translate into faster CIP and changeovers?
Related Blog Posts

The typical startup story: From the garage to glory

